Introduction
L&L Special Furnace Co., Inc.’s Sales and Engineering department was approached by a customer in the Additive Manufacturing (AM) field. This customer was looking for a small chamber Oven to use for tempering and stress relieving components that were fabricated via various 3D Printed Processes. Parts made with additive manufacturing can have complex geometries and pose unique challenges for thermal processing, including potential distortion resulting from uneven heating and aggressive quenching.
L&L has found that our VB Series Low-Temperature Tempering Oven works best in these applications for stress relieving and tempering AM parts. When configured for tight uniformity, they can achieve AMS2750 Class 2 Uniformity (+/- 10ºF) from 500ºF up to a Maximum Operating Temperature of 1,300ºF.
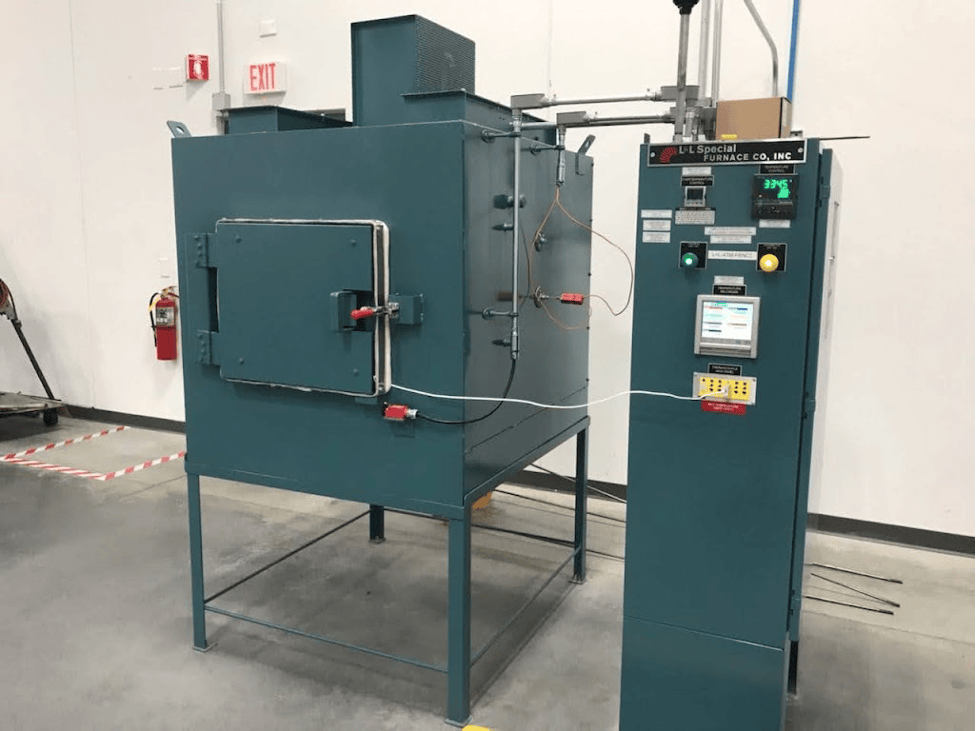
Model VBA1824 Equipped with Pyrometry Package and Interior Baffles for Aluminum Heat-Treating
About the VB Series
The VB Series Oven has been a time-tested design for L&L. The standard work zone sizes for the VB range from 12”W x 12”H x 24”D (VB124) to 18”W x 18”H x 36”D (VB1836). It can be used as a bench-top Oven or be equipped with an optional stand.
The “VBA” option makes the Oven suitable for Aerospace applications. This includes compliance with both AMS2750 [Pyrometry (Class 2, Type A, B or C)] and AMS2770 (Heat-Treating of Wrought Aluminum Alloy Parts).
Construction
The VB Series Tempering Oven is fabricated using a heavy-gauge sheet metal construction with structural steel stiffeners where needed. The Heating Chamber is lined with Stainless Steel Panels that protect layers of Ceramic Fiber and Mineral Wool Insulation. This insulation combination yields a Maximum Case Temperature of 115ºF at a Maximum Operating Temperature of 1,300ºF.
With the VBA option, the chamber has a secondary recirculation baffle that shields the parts from the Incoloy Sheathed Heating Elements. The baffle has cutouts that allow for the air flow from a 12” 3/4HP circulation fan to be directed around the chamber to ensure tight uniformity.
Controls
The Main Controller for this project was a Eurotherm EPC3004 Programmable Temperature Controller. The EPC3004 comes with 10 Heating Profiles, each with 24 total segments.
L&L prefers to always deploy a stand-alone Overtemperature Controller. For this project, we used a Eurotherm 3216i FM-Approved Limit Controller. Other configurations and controller makes are available to standardize on a specific customer’s needs.
To achieve AMS2750 Type A Instrumentation, the Pyrometry package included Thermocouple Ports at all (8) Corners of the Work Zone, (3) Load Thermocouples, and a (6) Input Chessel 6100A Data Recorder. All of the Control Instrumentation was Type N while the Load Thermocouples were Type K.
Some custom logic was added between the Data Recorder and Temperature Controller. These devices were set up so that the Data Recorder feeds the average reading of however many Load Thermocouples are connected (the Recorder is smart enough to know how many Sensors are connected) into the Temperature Controller.
The Temperature Controller is set up so that the Soak Segments will not begin counting until the Load Thermocouples are within spec. This is different from a typical “Guaranteed Soak” in that it does not rely on the Control Thermocouple (which measures the temperature of the air inside the chamber), instead using Load Thermocouples that are placed directly on the parts.
Lastly, the Oven was tested based on AMS2750 Initial TUS requirements to ensure +/-10ºF uniformity. The uniformity was surveyed at 500ºF, 575ºF, 800ºF and 1,200ºF. The testing was performed with L&L’s in-house Eurotherm 6100A TUS Recorder. Prior to shipping the Furnace, we were able to demonstrate that the Oven Uniformity was within the Class 2 Requirement. The final TUS was performed by Aerospace Testing and Pyrometry, Inc., after the Oven was installed.
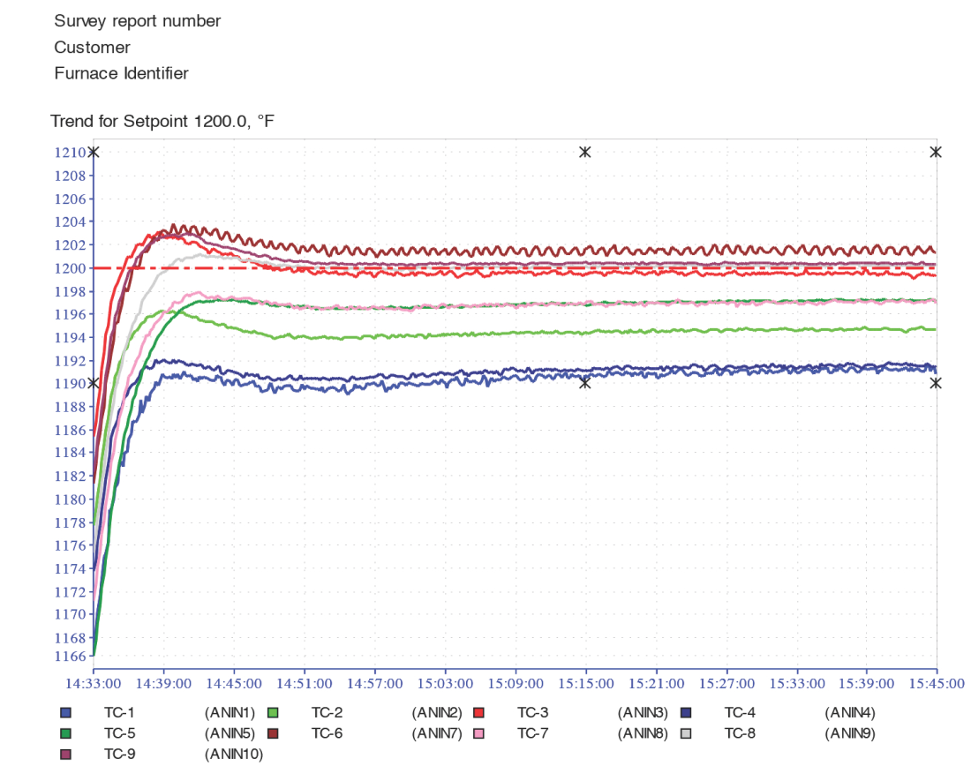
TUS Chart of VBA1824 Oven with 1,200ºF Setpoint
Additional information about our VB Series Tempering Oven can be found on our website at: https://llfurnace.com/series/vb/. Alternatively, our Sales Team can be reached directly at [email protected].